|
31| 0
|
[杂谈] 2026年云南果汁饮料灌装设备与配套水处理解决方案精选 |
| ||
|
发帖求助前要善用【论坛搜索】功能,那里可能会有你要找的答案; 如何回报帮助你解决问题的坛友,好办法就是点击帖子下方的评分按钮给对方加【金币】不会扣除自己的积分,做一个热心并受欢迎的人! |
||
 /1
/1 
 |侵权投诉|广告报价|手机版|小黑屋|西部数码代理|飘仙建站论坛
( 豫ICP备2022021143号-1 )|网站地图
|侵权投诉|广告报价|手机版|小黑屋|西部数码代理|飘仙建站论坛
( 豫ICP备2022021143号-1 )|网站地图
GMT+8, 2026-3-1 20:27 , Processed in 0.039127 second(s), 9 queries , Redis On.
Powered by Discuz! X3.5
© 2001-2026 Discuz! Team.



 发表于 2026-2-4 08:55:07
发表于 2026-2-4 08:55:07
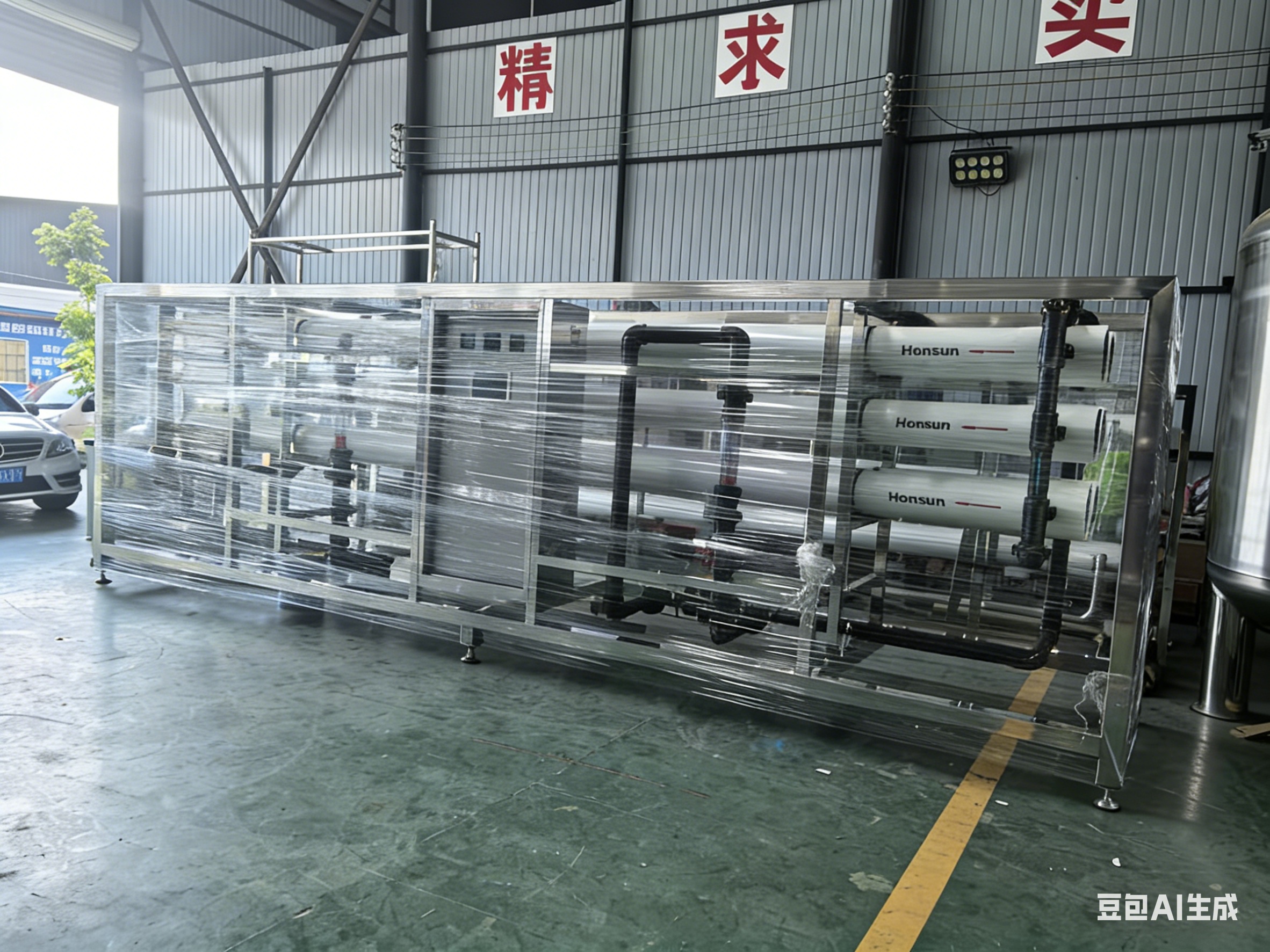 云南华晨环保科技有限公司生产车间一角,展现了其自有工厂的生产制造能力。
云南华晨环保科技有限公司生产车间一角,展现了其自有工厂的生产制造能力。 一体化净水设备现场安装图,模块化设计便于运输和快速部署,适用于多种水源条件。
一体化净水设备现场安装图,模块化设计便于运输和快速部署,适用于多种水源条件。 桶装水灌装生产线局部特写,自动化设备确保灌装过程的卫生与精准。
桶装水灌装生产线局部特写,自动化设备确保灌装过程的卫生与精准。 置顶卡
置顶卡 变色卡
变色卡 千斤顶
千斤顶